|
瓦格纳丝锥/滚刀:
VERGNANO丝锥产品
——直槽丝锥
——螺旋前铲角丝锥
——左螺旋槽丝锥
——右螺旋槽丝锥
——挤压丝锥
——硬质合金丝锥
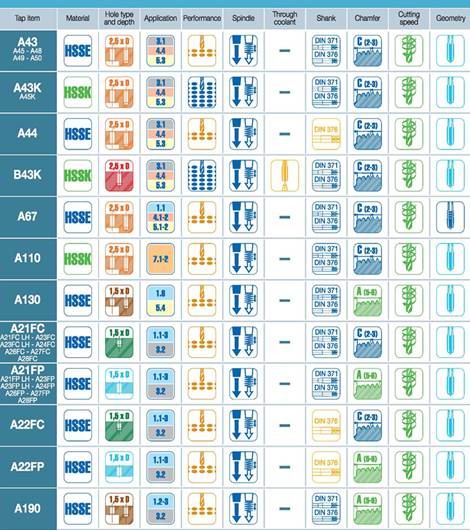
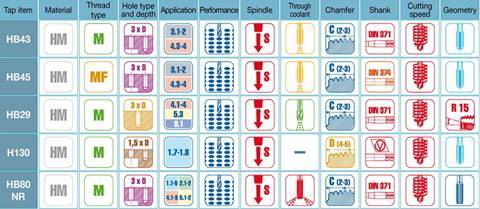
★ 直槽丝锥——加工通孔及盲孔
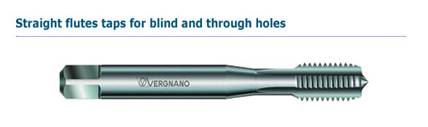
直刃丝锥是最常用的丝锥型式,由于它可应用在通孔及盲孔加工,因而是最通用的丝锥。然而,这种丝锥基本应用在短的及断续屑的加工状态下,如铸铁或钢这种低的中等强度的材料上。
加工盲孔时,为了得到完整螺纹,通常采用C型短的前切削刃。而在加工通孔时,由于螺纹前有较富余的空间,因而采用A型前切削刃,可以达到降低切削力,增加刀具寿命的效果。
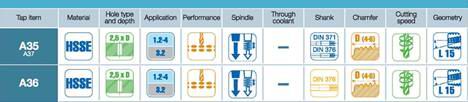
★ 螺旋前铲角丝锥——加工通孔

带有螺旋前切削刃的丝锥
这种丝锥所具有的直的排屑槽,而沿着整个前切削刃,是一个带有螺旋角度的刃型。由于这种刃型,迫得铁屑沿着刀具前进的方向排出。因而这种丝锥适应于长屑材料的通孔加工,并可以达到2.5倍直径的深度。
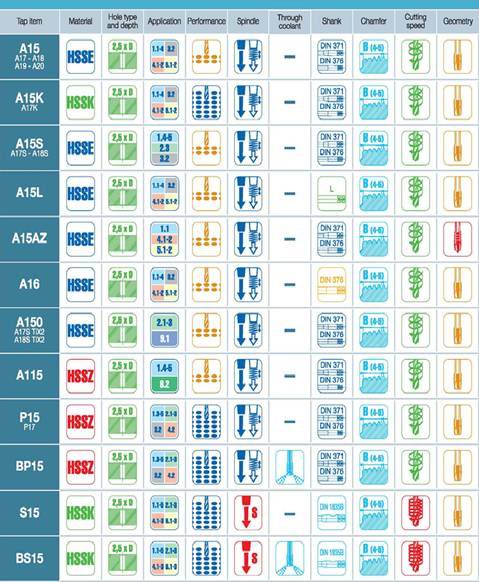
★ 左螺旋槽丝锥——加工通孔
具有左手螺旋排屑槽的丝锥
左手螺旋排屑槽的丝锥使屑朝进给的方向排出,因而这种丝锥适合通孔加工。具有同样效果的是左手丝锥并具有右旋排屑槽的丝锥。
★ 右螺旋槽丝锥——加工通孔

这种螺旋排屑槽可携带并推动断屑沿着与丝锥进给的方向排出,因而这种丝锥适合用于盲孔加工。较大的螺旋角,对于深孔的切工,大的排屑量,可以产生大的力量效果,因而,带有大的排屑角度(≥40°),使得断屑产生较大的变形及排出,同时降低了切削扭力。因而这种丝锥适合能达到3倍孔深的状态下加工。


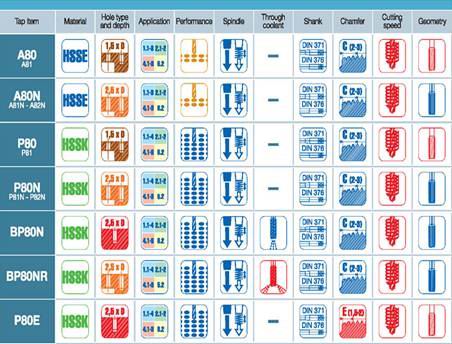
★ 挤压丝锥

挤压丝锥的特性及优点:
•螺纹的形成是通过塑性变性,取代了材料的去除
•由于没有屑的产生,因而:
—更可靠的攻丝过程
—通孔盲孔可采用一种丝锥
—加工盲孔时可以达到更深的深度
—刀具寿命大大提高
•相比切削丝锥可达到较高的切削速度
•挤压成型的结果使螺纹表面光洁度提高
•由于丝锥内核变粗,使几何强度增大,因而不易崩刃
•由于挤压,使材料变硬,螺纹强度提高
选择挤压丝锥需具备如下备件:
•要求钻孔的直径更大,精度要求更高
•材料的延展系数A5要大于10%,最大材料强度不超过1200N/mm²
•好的冷却效果
•要求加工的功率要比切削丝锥要大(100-150%)
★ 硬质合金丝锥

硬质合金:
• 硬质合金是一种金属材料的复合材料,主要包括碳化物的粒子以及碳化钨,并混合网状布置的钴。其他元素还包括少量的碳化钛(TIC)、碳化铌(NBC)、以及碳化钽。
• 硬质合金具有很好的硬度及强度,并具有较好的耐磨损性,而其中钴的元素又具备了抗冲击性。
• 硬质合金颗粒的大小很重要,它决定了硬度与强度的比例关系,通常其机械性能决定于它内部成分的组成(硬质合金的型式及分布),材料的粘结比例,硬质合金颗粒的大小以及热处理的过程。
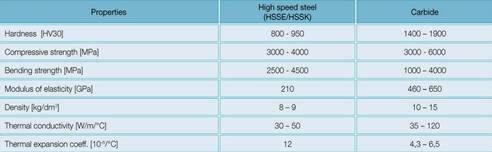
• 硬质合金材料与高速钢(HSS)主要性能的区别见下表:
VERGNANO滚齿刀

多少年来,瓦格纳公司一直在发展滚齿刀具的干式切削方式。现在主要的高速齿轮及传动制造商均在逐步的认可这种方式。
采用混合的高速钢与粉末冶金制成的材料(HSS-PM),以及特殊工艺的氮铝化钛(TIALN)和氮铝化铬(ALCRN)涂层,而制成的高性能滚齿刀切削速度可以达到200m/min,而这种切削速度用于钢制成的滚刀上。
粉末冶金滚刀是被看成比整体硬质合金具有更为经济性的特点,尽管硬质合金滚刀具有较高的切削速度,而具有高强度的粉末冶金高速钢材料(HSS-PM)可以使切削的进给更大,因而实际上生产率及效率并不比硬质合金差。
高强度的刀具由于减少了崩刃的现象,则更为安全,因而采用粉末冶金高速钢制成的滚刀更加节省重磨、以及多次涂层的费用,且可以应用于传统的湿式切削,降低换刀时间,增强刀具寿命。

采用整体硬质合金滚齿刀比起粉末冶金高速钢来说具有一些显著的特点:
1,但需要切削速度达到350-400m/min以上时;
2,当加工小模数齿轮或钢制滚刀不能达到的情况下;
3,加工耐热钢的齿轮时,只能采用硬质合金滚刀。
为了满足众多客户的需求,瓦格纳公司专门有为客户制造及设计整体硬质合金的部门。采用两种不同的材质“K”及“P”,完全可以达到各种不同的加工及应用要求。
“K”型材料主要用于大量的生产,一般要重新修磨及涂层,而“P”型材质被用于重新修磨后不再涂层,因而常用在小的生产量及少量的加工。
|